
加工中心刀具切削参数
CNC加工应分为低速加工和高速加工两大类,普通机是指机床转数8000转以内的机床,高速机是指转数能超过12000转的机床,介于8000—12000之间的机床叫准高速机,此参数只针对普通机。
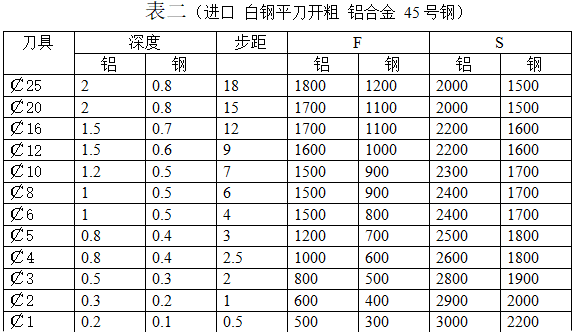
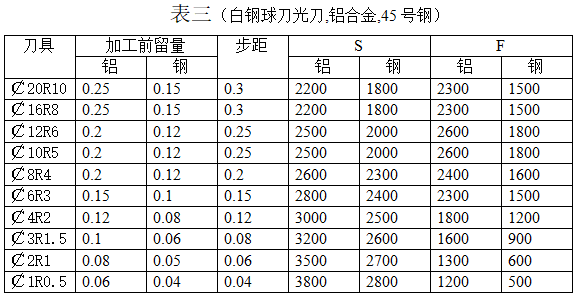
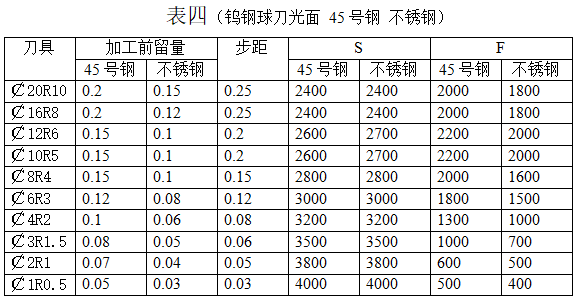
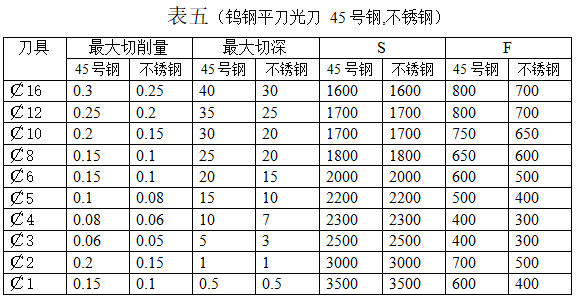
CNC加工工艺习惯上分三类,开粗,中光(半精),光刀(精铣),一般以为开粗宜用较大刀具(飞刀和端铣刀)并用较大的切削深度和步距(重切削),以求快速大量的去除材料。光刀则以轻切削(小切深,,小步距)配合较高转数和进给运行,以求得完美的表面精度。光平面用端铣刀(或圆角刀)和飞刀,光垂直壁用端铣刀,光曲面用球刀(或圆角刀)。
在加工过程中,应根据被加工零件的材料硬度,选用适当的刀具,如塑胶,木料等可选用国产的白钢刀。铜,铝材以及硬度在洛氏38度以内的钢材(如45号钢,王牌料)应选用进口的钢刀及国产优质的钢刀。硬度较大的材料(如淬硬模具钢)应优先选用合金刀,镀钛刀或钨钢刀。
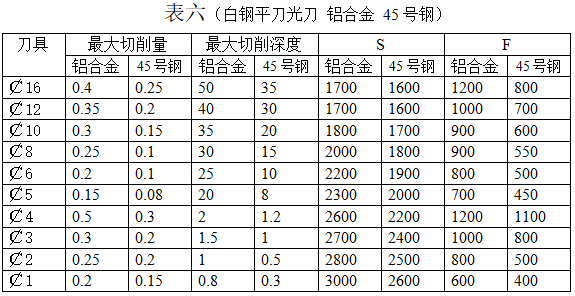
本参数针对普通CNC机床,针对开粗和光刀分别对各种刀具加以说明(飞刀,白钢,端铣刀,钨钢平铣刀,白钢球刀,钨钢球刀)。因加工素材繁多,本表仅以富有代表性的铝合金,45号钢,不锈钢加以说明。






承担因您的行为而导致的法律责任,
本站有权保留或删除有争议评论。
参与本评论即表明您已经阅读并接受
上述条款。