



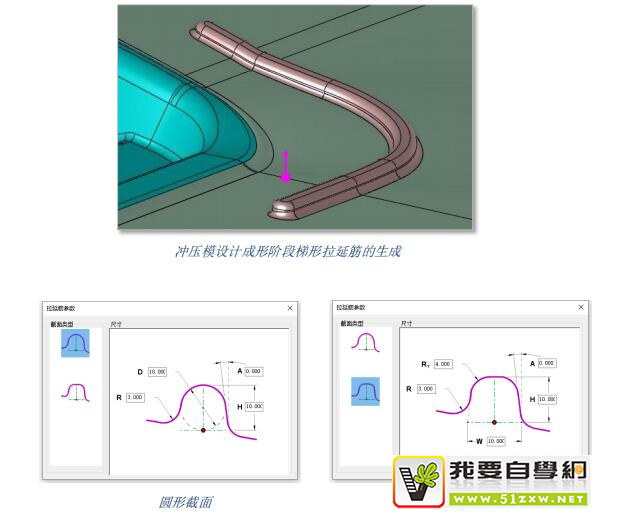
自动创建拉延筋
为冲压模制造商提供了一项新功能,可自动创建拉延筋。这是在成形阶段创建在合模面上的
通过一个简单的对话框可以选择和调整最常见的截面形状。
几个有用的选项使拉延筋成为软件中受欢迎的新功能:
将曲线自动投影到合模面或根据样条线获得可变高度的结果。
自动拔模和球头末端
可选拔模角
考虑材料厚度,从模具另一侧定义可选的基准半径
方向箭头控制拉延筋的方向 —— 向上或向下
设置
更改按标准件取整的公式图标
在设置对话框中,可以将公式的结果四舍五入到数值列表中。也可以将该列表与指定标准件特定参数关联。
例如,将公式四舍五入到标准件参数“d”值得列表中。
现在,这样的参数将有一个专用图标,因此用户可以知道:
参数值已四舍五入
该舍入涉及一个标准件

带有舍入错误的颜色公式
在设置对话框中,可以公式的结果进行四舍五入。舍入可以定义为增量值、列表值,甚至可以定义为特定标准件的特定参数值。
在 V2024 中,如果无法按照规则执行舍入,则会用特殊颜色标记参数。
特殊的颜色有助于用户理解公式结果不符合其舍入规则,可能会对设计准确性造成风险。

例子:
假设用户要基于模板厚度根据公式确定螺钉长度。虽然公式结果可能是各种数字,但螺钉长度必定是螺钉标准件参数中存在的数值。比如:20,30,40 和50。这意味着公式结果应该四舍五入到这四个数字中的一个。
为了确保螺钉不会太短,用户更喜欢将公式向上取整。所以如果公式结果是32,则用户更喜欢螺钉长度为 40 而不是 20。
在一些情况下,向上取整无法执行。例如,如果公式结果是 55,则取整将为50(可能的螺钉最大长度,但这不是向上舍入)
如果用户想要向下取整,也可能出现同样的问题。如果公式结果是 18,则将取整到 20,但这不是向下取整。
在这两种情况下,系统都会警告用户不能应用舍入规则(向上或向下)。
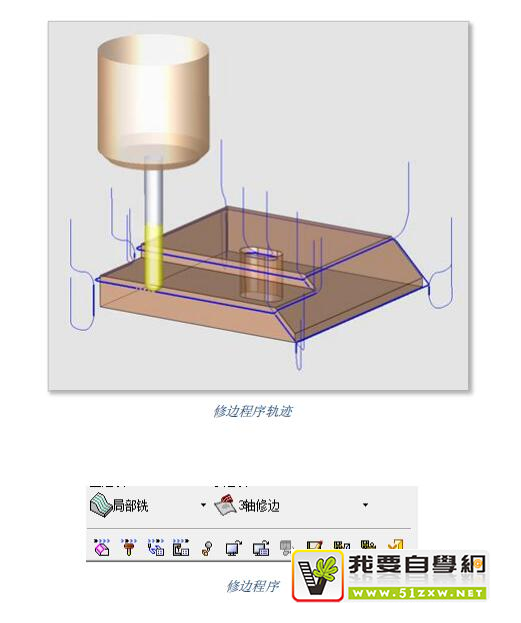
轴加工
3 轴修边 —— 新程序
新的 3 轴修边程序——所有 3 轴用户都可使用。
修边程序,跟倒角程序一样加工锐边.与倒角程序不同的是可用于加工 3D 边。
在之前的版本,5 轴修改仅 5 轴用户可以使用,现在所有的 NC 用户都可以使用 3 轴修边。
优点:在 2.5 轴和 3 轴加工中加工锐边。
粗加工自动进给控制(AFC) —— 改进算法
自动进给控制(AFC)根据瞬时接合角度改变切削速度。
可用于:环绕粗铣、平行粗铣、型腔体积铣、面铣。
在 V2024,显著地改进了 AFC 算法。
安全的路径。
更佳的负载分析。
改进了从切削角度到瞬间进给的转换,以保持切屑厚度。
缩短加工时间,同时维持安全的加工工艺和刀具寿命。
GUI 变化
最大进给限制(%):用户可自行设置。
最小进给限制(%):数值显示为灰色。
系统自动计算最小进给限制(%)。
该值是与刀具直径和侧向步距有关的计算结果。

注意:
当编程侧向步距等于或大于刀具直径时(这意味着刀具已经在“切槽”条件下与材料接触),刀片的啮合角达到最大可能。因此,无需再减少进给。在这种情况下,最小进给限制的值被设置为150,也是对的。
如果用户想要在不太激进的条件下开始切割,可以减少 Fz(每齿进给)的值,如果感觉没有问题,就可以逐渐增加到所需的 Fz。
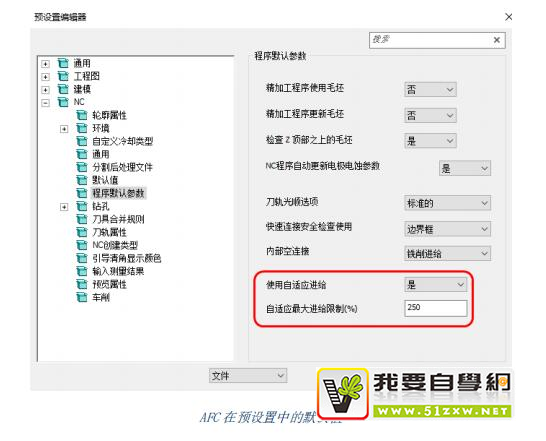
粗加工自动进给控制(AFC)—— 在预设置中设置默认值
用户可以设置粗加工程序中自动进给控制的默认值。
预设置中“程序默认参数”页的参数“使用动进给控制”、“AFC 最大进给限制(%)”,即可设定粗加工程序 AFC 的默认值。
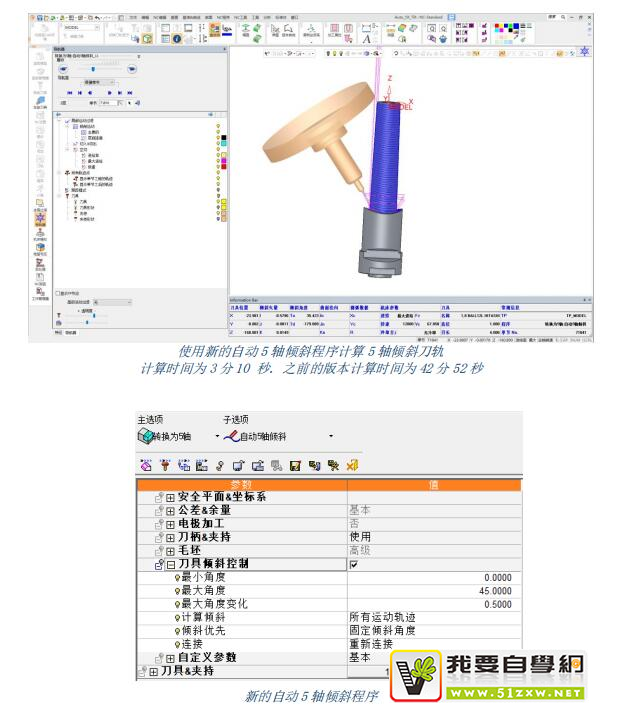
轴加工
自动 5 轴倾斜 —— 将 3 轴程序转换为 5 轴程序的新策略
新的算法可以更快地将 3 轴程序转换为 5 轴程序。
自动 5 轴倾斜算法是一个新的策略支持球头刀具。
程序位于”转换为 5 轴”主选项下。
为了实现 5X 倾斜算法,用户需:
使用球刀创建一个程序,并“忽略”刀柄和夹持。在此阶段,刀柄或夹持可能会与毛坯发生干涉。
运行自动 5 轴倾斜程序,新程序将倾斜刀具以避免这些碰撞。
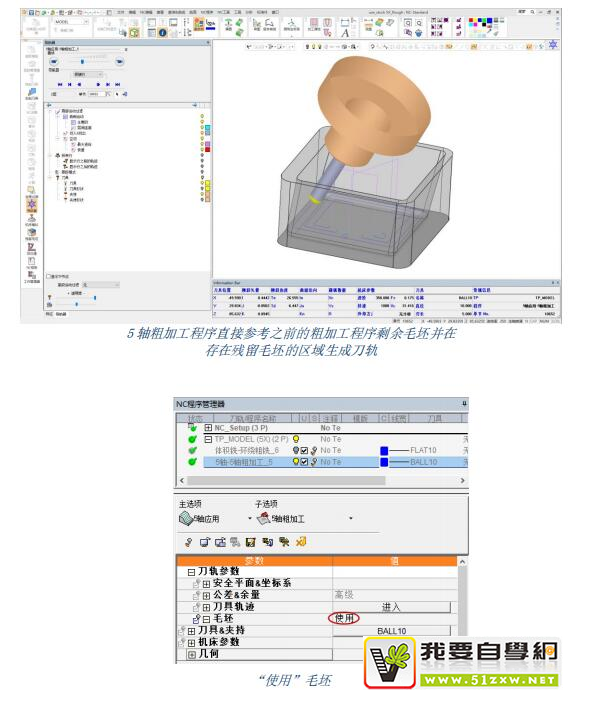
高级 5 轴和 5 轴粗加工的新选项 —— 使用毛坯
高级 5 轴和 5 轴粗加工现在可以直接使用残留毛坯。
此版本之前,用户必须将残留毛坯输出至文件,再导入为网格体方可参考残留毛坯。
现在程序可以直接使用残留毛坯选项。
新选项通过将参数中的毛坯设置为“使用”来实现。
刀具、夹持和切削条件
自 TDM 中输入刀具,夹持和切削条件
Cimatron 现在有一个新的 TDM(刀具数据管理软件)接口。TDM 是一个具有对生产进行优化和车间管理的数字化的刀具定义和管理系统。
TDM 是第三方应用程序,不是 Cimatron 安装和授权的一部分。由客户单独购买安装。
在 TDM 中定义的刀具组件(刀具和夹持)可以导入 Cimatron,包括推荐的切割条件,如 Vc 线速度、Fz 每齿进给、下切步距、侧切步距、冷却方式等。
在 TDM 中启动程序(由 TDM 用户启动):
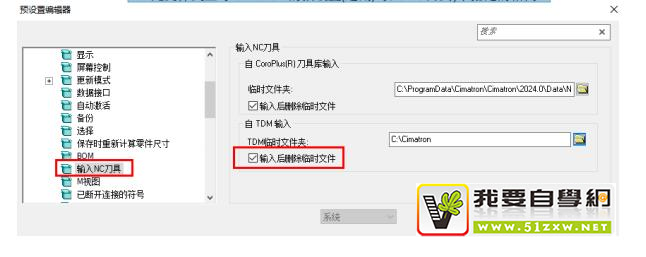
选择刀具组件后,TDM 用户将它们发送到下载文件夹。

此文件夹应与 Cimatron 的预设置(通用/导入 NC 刀具)中指定的相同。

TDM 将选择的刀具组件(每个组件都是单独的.zip)下载到下载文件夹中。
为了完成这个过程,Cimatron 用户需要通过点击以下其中一个“TDM”按钮来导入刀具组件:
是一个打开的 Cimatron 的 NC.elt 文件的刀具表。
刀具/夹持库对话框。
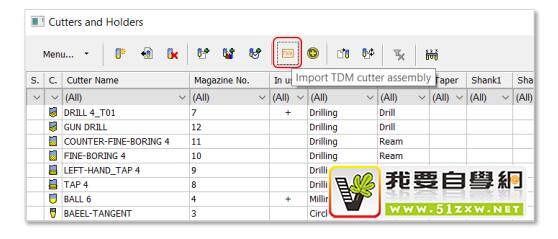
单击图中按钮后,此文件夹中的所有刀具组件将自动导入 Cimatron。C i m a t r o n 2 0 2 4P a g e 74| 103
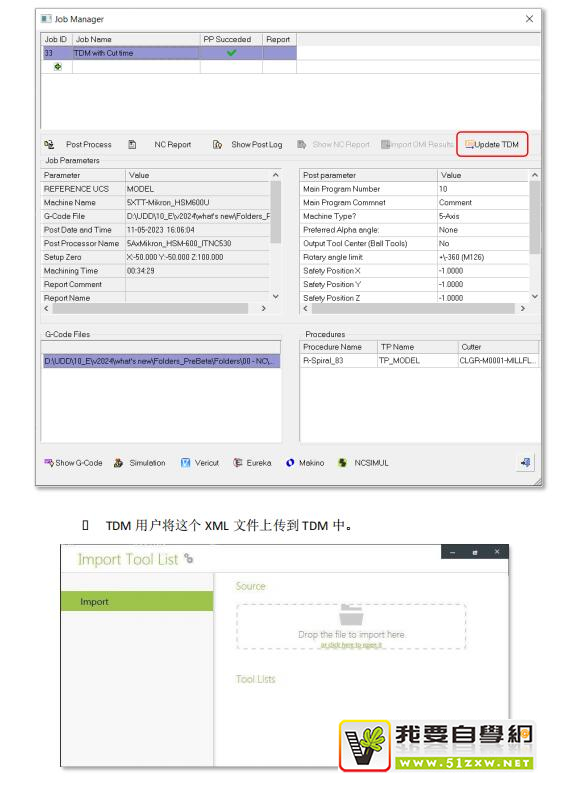
可选项:用户可以将选定的刀具的加工时间(后处理之后) 输出至 TDM。TDM 将此信息用于其车间管理。
在工作管理器中,用户单击更新 TDM 按钮。
XML 文件保存到与预设置中指定的相同的文件夹中。
从可乐满刀具库中输入刀具、夹持和切削条件
Cimatron 现在有了一个新的接口连接至 CoroPlus 可乐满刀具库。
CoroPlus 可乐满刀具库是第三方 Web 应用程序,不是 Cimatron 授权的一部分,需要客户单独购买。

在 CPTL 中定义的刀具组件(刀具和夹持)可以导入到 Cimatron,包括推荐的切削条件,如 Vc 线速度、Fz 每齿进给、下切步距、侧切步距、冷却方式等。
第一步是在 CPTL 中的 Cimatron 预设值下定义下载文件夹,并将其下载到选择是文件夹中。它应该由拥有 CPTL 授权的用户完成。可以是 Cimatron 用户,也可以是其他用户。然后将刀具组件导入 Cimatron 里。
此文件夹应与 Cimatron 的预设置(通用/导入 NC 刀具)中指定的相同。
在 Cimatron 中,用户应该用下列操作之一单击导入 CPTL 按钮。
一个打开的 Cimatron NC.elt 文件的刀具表。
刀具/夹持库对话框。

点击后,会打开一个带有选项的小对话框:
打开 CoroPlus 刀具库。
导入刀具。

当点击“打开 CoroPlus 刀具库”时,Cimatron 启动 CPTL 网页应用程序。
在应用程序中,用户可定义并选择刀具装配 。

完成后,用户应点击“发送至 Cimatron”。
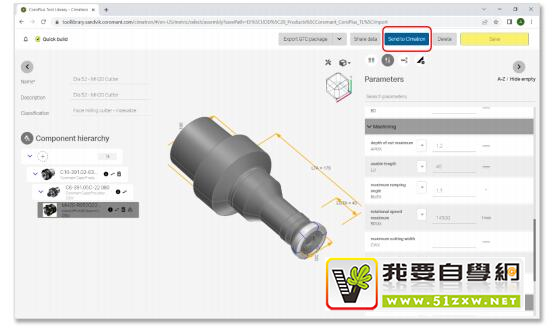
CPTL 将自动下载所选的刀具装配(每个刀具装配都是一个单独的.zip)到下载的文件夹里。
当点击“导入刀具”按钮时,下载文件夹中的所有刀具组件都会自动导入Cimatron。
更改刀具或材料时更新加工参数
当在 NC 设置中更改材料或编辑、更改刀具时,用户可以将程序的参数,如进给、转速、下切步距等,与定义的刀具和材料同步。
同步操作在程序管理器中执行,无需打开程序进行编辑。
优点:
用户通过直观显示查看加工参数与刀具和定义的材料是否已经同步。
用户可以批量同步多个程序。

允许夹持直径小于刀具直径
现在版本允许设置夹持直径小于刀具直径。
在某些实际情况下,夹持直径是小于刀具直径的。
选择允许这样的组合。

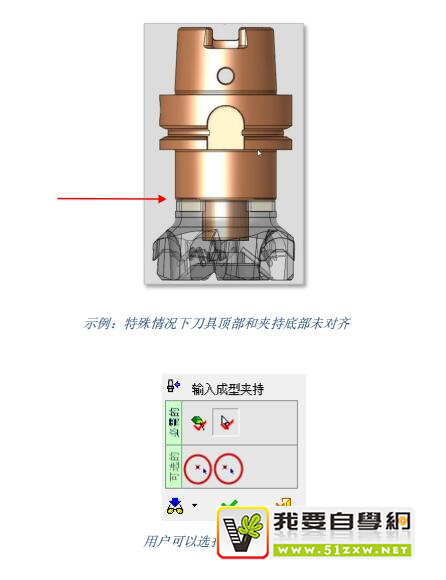
输入夹持 – 选择检测底部的点
输入成型夹持几何时,用户可以选择夹持底部点(以及夹持顶部点)。
在某些情况下,刀具顶部与夹持底部未对齐。
现在可以通过用户指定夹持底部点来实现刀具和夹持对齐。
测量
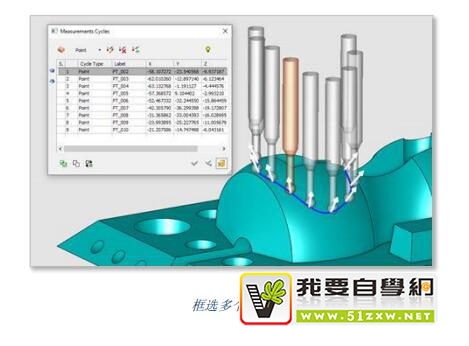
OMI 机床上检测 – 可以选择多个点
在 OMI (机床上检测)程序中,用户可以通过拖拽鼠标框选多个点。
将选中框中的所有“点”并创建相应的“点”循环。
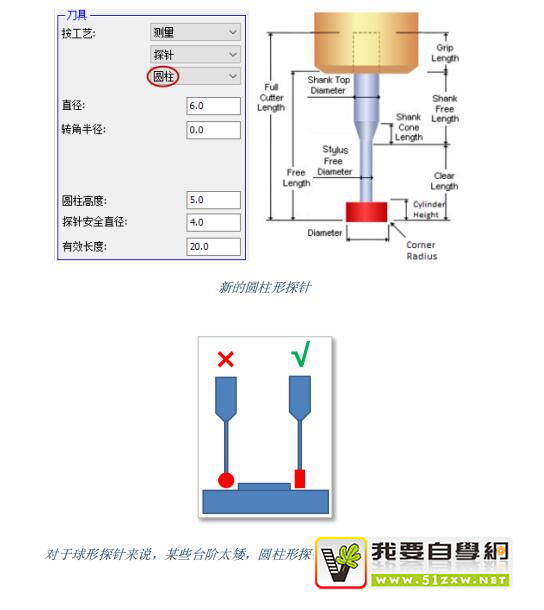
圆柱形探针
Cimatron 现在支持圆柱形探针。
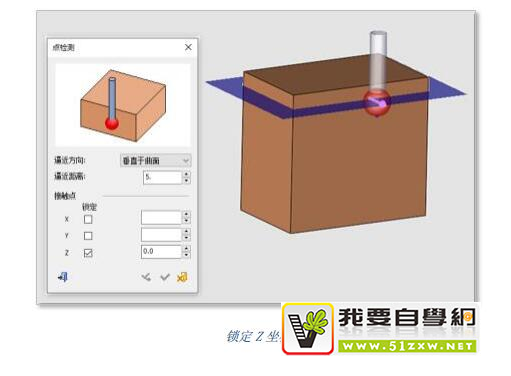
锁定坐标
在 OMI 中选择点时,通常需要锁定坐标。
锁定坐标限制可以通过交互对话框控制。
将保留之前使用的值。
程序自动化
模板管理器现在可以浏览,查看和编辑 NC 模板(PCT, TPT, MTT)。
改善用户体验。
减少人为失误。
用新技术更新模板。
有两种方法可以做到:
使用 NC——Utilities 中的模板管理器命令。
应用模板时。
这两个选项都能打开带有 NC 模板相关列的 Cimatron 管理器。
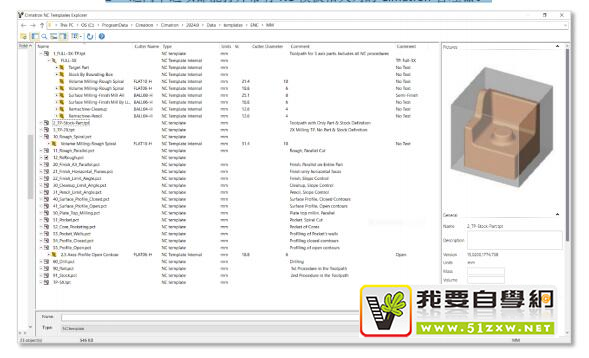
还可以使用标准的 Cimatron 浏览器查看和编辑 NC 模板。
在所有情况下,都可以使用列选择器来添加、删除和排序出现在 Cimatron 浏览器中的属性。

NC——模板相关的列有:
通用:名称,单位。
高级:注释、刀具名称、刀具直径、进给、转速、线速度、每齿进给、下切步距、侧向步距和冷却类型。
当选择程序时,一些程序的参数会出现在浏览器的右侧面板中。
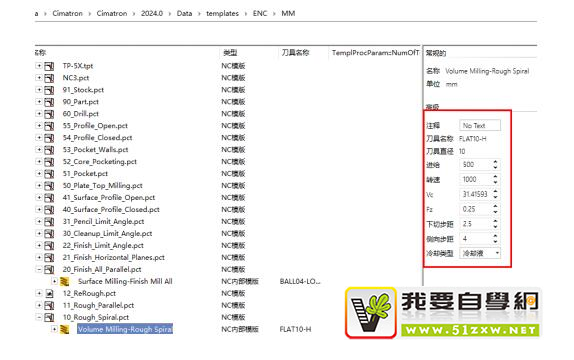
用户可以编辑以下程序的参数(蓝色矩形):
注释
进给、转速、线性速度、每齿进给
下切步距、侧向步距。
冷却类型
用户可以查看刀具的名称和直径(红色矩形)。
注:
在选择多个 NC 程序的情况下,包含不同值的参数将不显示任何信息。
在用户编辑值时公式以及 Vc 与转速的关系以及每齿进给和每转进给的关系会丢失。
冷却类型仅为基本冷却类型(即无,水冷,喷雾,空冷)。
转换旧 NC 模板
模板管理器不能处理以前版本(即 v2024 之前)创建的 NC 模板。
为了允许模板管理器处理这些模板,用户必须将它们转换为 v2024 格式:
在 Cimatron 的控制面板的 NC 栏启动“转换 NC 模板”程序

选择相应 NC 模板的根目录:

点击“执行”
系统将在根文件夹及其所有子文件夹中搜索“旧的”NC 模板,并将其转换为v2024 格式。
最后,通知用户有多少 NC 模板被转换:

编辑自动钻孔工艺
以前编辑自动钻孔工艺是一项复杂的任务。
用户必须将工艺加载至符合工艺几何结构的组中。
如果不存在这样的几何图形,用户必须提前创建。
然后用户可以编辑工艺并重新保存。
在 V2024 中有一个新命令:“编辑工艺”。
此命令在自动钻孔之外运行。
其允许加载、编辑和重新保存现有工艺

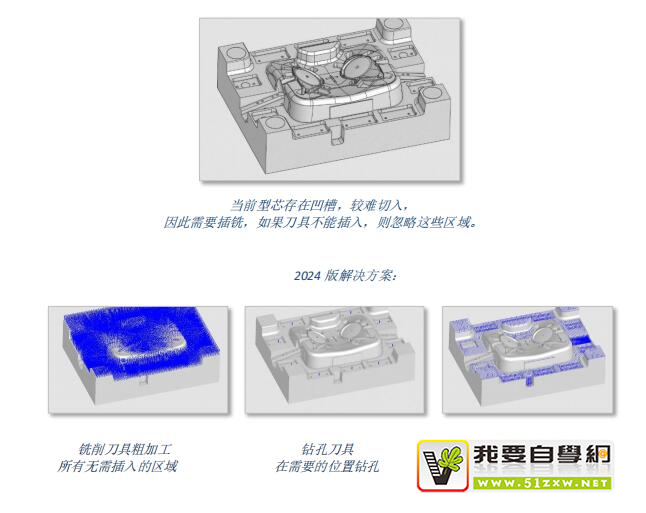
粗加工程序内进行自动预钻孔
大多数粗加工刀具不可以直接插入,刀具可以使用斜向切入,其会增加加工时间并缩短刀具寿命。
粗加工程序在计算时“知道”这些插入点的位置并可在铣削前根据需要进行钻孔操作。
因此,粗加工程序可选择地成为多刀具程序。
用户可以定义钻孔操作(点钻,钻孔等),系统自动在所需位置钻孔
优点:加工速度更快,刀具寿命更长
程序管理器 – 增加模板名称列
在 2024 版中,自模板应用的程序在程序管理器保持与模版关联。
自模板应用程序后,模板名称将显示在程序管理器表的专用列中。
用户可以单个操作选择来自指定模板的所有程序,如复制、删除、计算、后处理等。
用户可以复制模板的完整路径以供进一步使用。
好处:控制模板的使用。
程序管理器 – 增加模板名称列
在 2024 版中,自模板应用的程序在程序管理器保持与模版关联。
自模板应用程序后,模板名称将显示在程序管理器表的专用列中。
用户可以单个操作选择来自指定模板的所有程序,如复制、删除、计算、后处理等。
用户可以复制模板的完整路径以供进一步使用。
好处:控制模板的使用。

模拟
模拟 – 提升性能
使用“精确”模式的模拟器现在运行速度平均提高了 30%。
这包括快进和播放功能。
模拟 – 筛选报告
模拟器报告有改进。
其允许根据以下内容进行筛选:
错误类型(过切、碰撞)
碰撞组件
过切深度

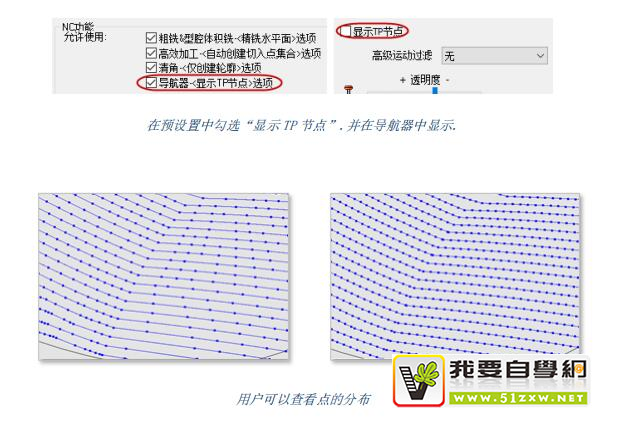
导航器 – 显示 TP 节点
刀具路径节点的分布非常重要,特别是曲面质量要求高时。
在导航器中,用户可以显示 TP 节点并查看其分布。
要使用此选项,用户需要在“预设置”中勾选此选项。
导航器 – 信息栏、更多信息、全新外观
导航器中的信息栏现在显示更多信息。
作为标准窗口,其可固定在任何位置显示,信息栏不会遮挡图形区域。
系统会记录其状态和位置。
优点:显示更清晰,可预见。

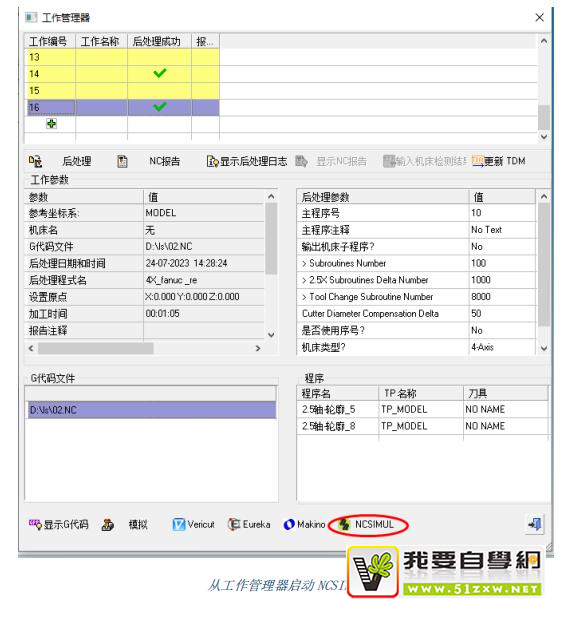
集成 NCSIMUL
Cimatron 用户现在可以使用 NCSIMUL 机器模拟。
NCSIMUL 是第三方应用程序,不是 Cimatron 安装和授权的一部分,由客户单独购买安装。
模拟器通过工作管理器调用
与其他外部模拟器一样,如 Eureka、Vericut 和 Makino。
在机器预览中创建 UCS 时控制 X 轴方向
使用机器预览创建 UCS 时,用户可以控制 X 轴方向。
在以前的版本中,X 轴与参考 UCS 的 X 轴平行投影,无需用户控制。
新选项允许用户手动控制和更改 X 轴的方向。

NC 程序
根据刀具寿命分割程序
加工时间过长的程序可能会超出刀具寿命。
Cimatron 现在可以通过添加多把刀具至程序中并将其根据刀具寿命转换为多刀具程序。
然后如果需要,用户可以使用“根据刀具分割程序”来创建多条程序。
用户可以控制是否允许在快速运动中或在毛坯上更换刀具。
刀具寿命可以由“时间”或“切削长度”进行定义。
优点:用户可以使用多把刀具加工时间过长的程序。

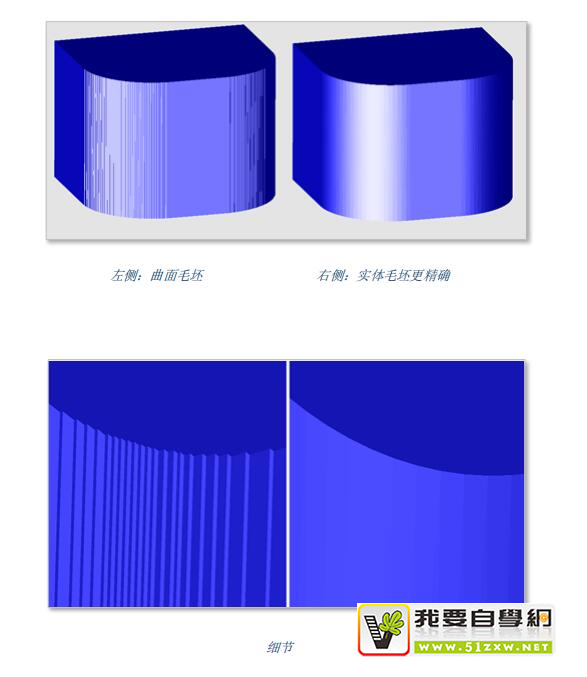
实体毛坯
初始毛坯可以根据实体进行定义。
该功能与“曲面毛坯”相似,但其使用网格面进行逼近,因此更加精确。
实体毛坯必须选择一个封闭的实体(曲面毛坯可以选择任意一组曲面)。





承担因您的行为而导致的法律责任,
本站有权保留或删除有争议评论。
参与本评论即表明您已经阅读并接受
上述条款。